Mit unseren umfangreichen Schneidmöglichkeiten (Plasma, Laser, Wasserstrahl und Säge) können wir unseren Kunden qualitativ hochwertige Produkte mit engen Toleranzen garantieren und diese schnell und zuverlässig liefern.
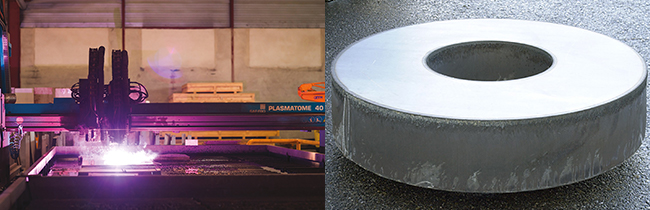
Die wirtschaftlichste Lösung für alle Arten von Teilen aus Edelstahl und Nickellegierungen
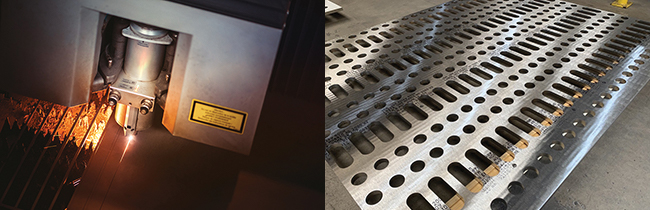
Die hohe Präzision des Lasers erlaubt enge Toleranzen bis zu einer Dicke von 40 mm. Ideal auch für größere Stückzahlen
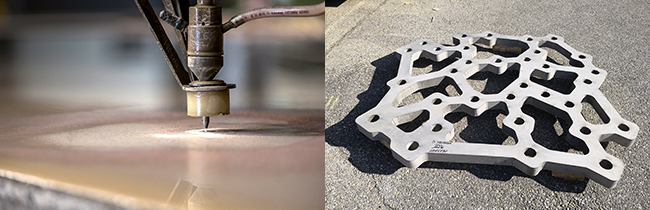
Das Wasserstrahlschneidverfahren reduziert order vermeidet eine mögliche Bearbeitung. Hier gibt es im 2-D Bereich keine Form- oder Dickenbeschränkung. Durch den Kaltschnitt gibt es keine Wärmeeinflusszone an den Rändern des Materials und somit werden Verhärtungen vermieden. Ideal für das Schneiden von komplexen Teilen aus rostfreiem Stahl und Nickelbasislegierungen

Das Sägen gewährleistet eine gute Schnitt-Rechtwinkligkeit bei mittleren und dickeren Streifen oder Rechtecken
Toleranzen der unterschiedlichen Schneidverfahren
| DICKE (mm) |
SÄGE | |||||
|---|---|---|---|---|---|---|
| L ≤ 3 000 mm | 3 001 < L ≤ 6 000 mm | L > 6 000 mm | ||||
| B ≤ 1 000 mm | B > 1 000 mm | B ≤ 1 000 mm | B > 1 000 mm | B ≤ 1 000 mm | B > 1 000 mm | |
| 1 … 150 | L : 0 / + 3 mm B : 0 / + 2 mm |
L : 0 / + 3 mm B : 0 / + 4 mm |
L : 0 / + 5 mm B : 0 / + 2 mm |
L : 0 / + 5 mm B : 0 / + 4 mm |
L : 0 / + 8 mm B : 0 / + 3 mm |
L : 0 / + 8 mm B : 0 / + 4 mm |
| Kommentar | – | |||||
| DICKE (mm) |
LASER | ||
|---|---|---|---|
| L ≤ 300 mm | 301 < L ≤ 1000 mm | L > 1000 mm | |
| 1 | ± 0,3 mm | ± 0,5 mm | ± 0,6 mm |
| 5 | |||
| 10 | |||
| 15 | ± 0,5 mm | ± 0,8 mm | ± 1 mm |
| 20 | |||
| 25 | ± 1 mm | ± 1,25 mm | ± 1,5 mm |
| 30 | |||
| 35 | |||
| 40 | |||
| 50 | Nicht anwendbar | ||
| 60 | |||
| 70 | |||
| 80 | |||
| 90 | |||
| 100 | |||
| 110 | |||
| 120 | |||
| 130 | |||
| 140 | |||
| 150 | |||
| Kommentar | – | ||
| DICKE (mm) |
WASSERSTRAHL | |||||
|---|---|---|---|---|---|---|
| L ≤ 1000 mm | 1001 < L ≤ 3000 mm | 3001 < L ≤ 6000 mm | L > 6000 mm | |||
| Basic | Normal | Fein | B, N or F | B, N or F | B, N or F | |
| 1 | ± 0,8 mm | ± 0,6 mm | ± 0,4 mm | ± 2 mm | ± 3 mm | ± 4 mm |
| 5 | ||||||
| 10 | ± 1 mm | ± 0,7 mm | ± 0,4 mm | ± 2 mm | ± 3 mm | ± 4 mm |
| 15 | ||||||
| 20 | ± 1,5 mm | ± 1 mm | ± 0,5 mm | ± 2 mm | ± 3 mm | ± 4 mm |
| 25 | ||||||
| 30 | ||||||
| 35 | ||||||
| 40 | ||||||
| 50 | ± 2 mm | ± 1,5 mm | ± 1 mm | ± 2 mm | ± 3 mm | ± 4 mm |
| 60 | ||||||
| 70 | ||||||
| 80 | ||||||
| 90 | Nach Plan oder Spezifikation | |||||
| 100 | ||||||
| 110 | ||||||
| 120 | ||||||
| 130 | ||||||
| 140 | ||||||
| 150 | ||||||
| Kommentar | B : Basic, N : Normal, F : Fein In der Toleranz enthaltener Schnittwinkel = 0.2 mm pro 10 mm Dicke |
|||||
| DICKE (mm) |
PLASMA | ||
|---|---|---|---|
| L ≤ 2000 mm | 2001 < L ≤ 6000 mm | L > 6000 mm | |
| 1 | Aussenschnitt 0 / + 3 mm Innenschnitt -3 / 0 mm |
Aussenschnitt 0 / + 5 mm Innenschnitt -5 / 0 mm |
Aussenschnitt 0 / + 8 mm Innenschnitt -8 / 0 mm |
| 5 | |||
| 10 | |||
| 15 | |||
| 20 | |||
| 25 | |||
| 30 | |||
| 35 | |||
| 40 | |||
| 50 | |||
| 60 | |||
| 70 | Aussenschnitt 0 / + 5 mm Innenschnitt -5 / 0 mm |
Aussenschnitt 0 / + 8 mm Innenschnitt -8 / 0 mm |
Aussenschnitt 0 / + 10 mm Innenschnitt -10 / 0 mm |
| 80 | |||
| 90 | |||
| 100 | |||
| 110 | |||
| 120 | |||
| 130 | Aussenschnitt 0 / + 8 mm Innenschnitt -8 / 0 mm |
Aussenschnitt 0 / + 10 mm Innenschnitt -10 / 0 mm |
Aussenschnitt 0 / + 12 mm Innenschnitt -12 / 0 mm |
| 140 | |||
| 150 | |||
| Kommentar | Richtwert für die Konizität der Fläche 1 – 3 mm/ bei einer Dicke von < 60 mm Richtwert für die Konizität der Fläche 3 – 6 mm/ bei einer Dicke von > 60 & < 120 mm Richtwert für die Konizität der Fläche 3 – 10 mm/ bei einer Dicke von >120 mm |
||
| DICKE (mm) |
PLASMA HD | ||
|---|---|---|---|
| L ≤ 2000 mm | 2001 < L ≤ 6000 mm | L > 6000 mm | |
| 1 | Aussenschnitt 0 / + 1 mm Innenschnitt -1 / 0 mm |
Aussenschnitt 0 / + 3 mm Innenschnitt -3 / 0 mm |
Aussenschnitt 0 / + 4 mm Innenschnitt -4 / 0 mm |
| 5 | |||
| 10 | |||
| 15 | Aussenschnitt 0 / + 2 mm Innenschnitt -2 / 0 mm |
Aussenschnitt 0 / + 4 mm Innenschnitt -4 / 0 mm |
Aussenschnitt 0 / + 5 mm Innenschnitt -5 / 0 mm |
| 20 | |||
| 25 | Aussenschnitt 0 / + 3 mm Innenschnitt -3 / 0 mm |
Aussenschnitt 0 / + 4 mm Innenschnitt -4 / 0 mm |
Aussenschnitt 0 / + 6 mm Innenschnitt -6 / 0 mm |
| 30 | |||
| 35 | Nicht anwendbar | ||
| 40 | |||
| 50 | |||
| 60 | |||
| 70 | |||
| 80 | |||
| 90 | |||
| 100 | |||
| 110 | |||
| 120 | |||
| 130 | |||
| 140 | |||
| 150 | |||
| Kommentar | Richtwert für die Konizität der Fläche 0.5 – 1 mm / bei einer Dicke von ≤ 20 mm Richtwert für die Konizität der Fläche 0,5 – 1,5 mm / fbei einer Dicke von > 20 & ≤ 30 mm |
||